鋁合金鋸片是鋁加工行業的消耗品,是每隔一段時間就需要保養修磨或者更換的,那我們該如何去進行更換調試。
首先需要先清理壓盤的后面,防止鋸切和切削油的混合物凝固粘堵在后面。這樣可以避免其因摩擦生熱而導致鋸片也發熱,影響它的應力,導致鋸片發飄不能正常使用。
然后要清理壓盤的表面和外壓盤的表面,上面不能有鋁屑和任何雜物。如果上面有鋁屑或是雜物,裝上鋸片后會影響切鋁鋸片切割 時的平面度,從而產生毛刺鋸痕,降低工件質量。
要在最后新的切鋁鋸片或者修磨片安裝上后,對其外圍用百分表檢測一下。一般情況下,在主軸和壓盤正常的情況下,新片跳動是0.06,修磨片則是0.06~0.1之間。當然,主軸和壓盤也要定期檢測,確保設備的正常使用。
如何更換鋁合金鋸片:
⒈在切鋁機設備狀態良好的情況下,檢查主軸是否變形,有無徑跳,安裝是否固定牢固,無振動等。
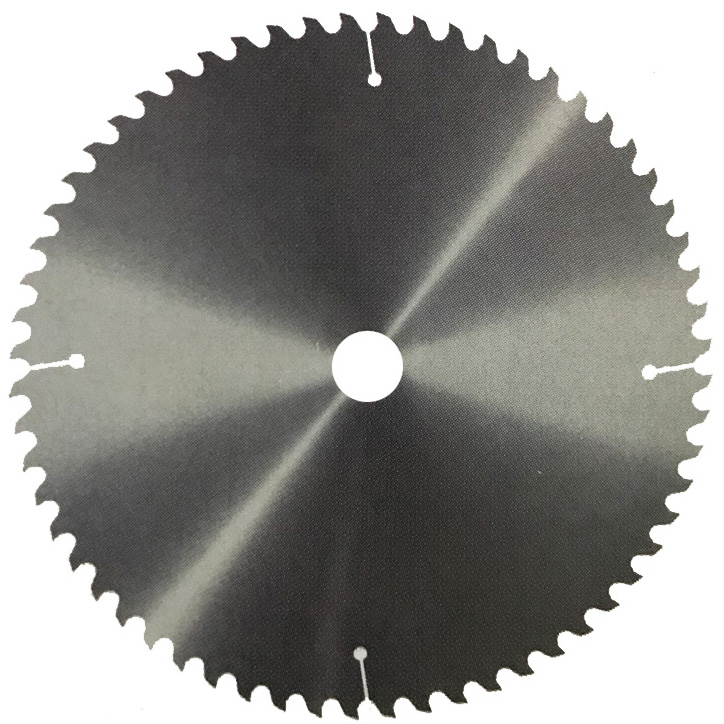
⒉檢查鋸片有沒有損壞,齒型是否完整,鋸板是否平整光潔,以及有無其他異常現象,以確保使用安全。
3、更換時,確定鋸片箭頭方向與設備主軸旋轉方向一致。
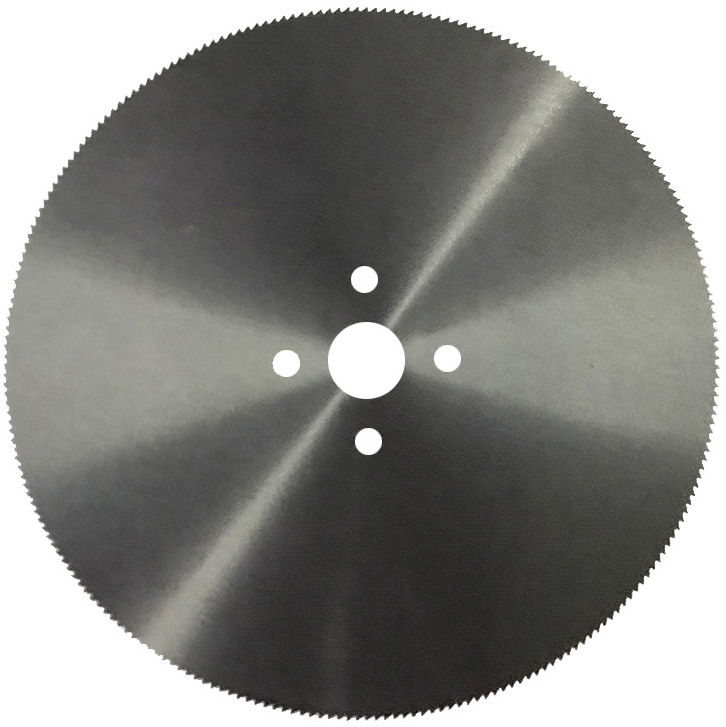
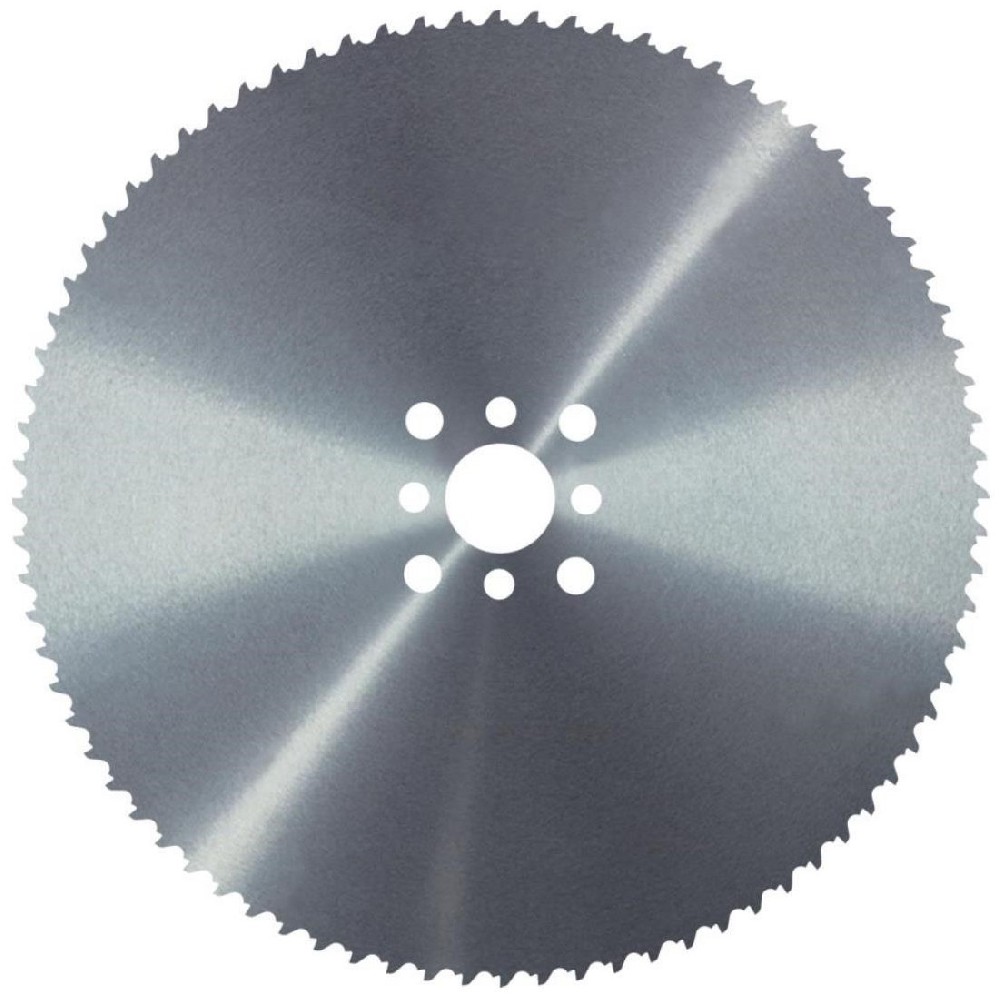
⒋鋸片安裝時要保持軸心,卡盤和法蘭盤的清潔,法蘭盤內徑與鋸片內徑一致,確保法蘭盤與鋸片緊密結合,裝好定位銷,擰緊螺母。法蘭盤的大小要適當,外徑應不小于鋸片直徑的1/3。
⒌設備開動前,確保安全的情況下,有單人操作設備,點動空轉,檢查設備轉向是否正確,有無振動、鋸片裝好后先空轉幾分鐘,無打滑、擺動或跳動后正常工作。